
Где в Китае лучшие заводы конвейерного оборудования?
2026-01-13
Если честно, когда слышу этот вопрос, первое желание — спросить: ?А для чего именно??. Потому что ?лучший? — понятие растяжимое. Кто-то гонится за ценой, кто-то за выносливостью конвейерного оборудования для карьера, а кому-то критична точность линий для пищевой упаковки. За двадцать с лишним лет работы с китайскими поставщиками я видел многое: и блестящие находки, и провальные партии, которые потом месяцами переделывали. Главный миф — что есть один ?золотой? регион или пара заводов-гигантов, которые закрывают все потребности. Неправда. Всё упирается в специализацию и, что важнее, в конкретную команду инженеров и мастеров на месте.
Не Шанхай и не Гуанчжоу: Кластеры, о которых мало говорят
Все сразу лезут в интернет и ищут крупные портовые города. Логично, но для заводы конвейерного оборудования это часто тупиковый путь. Там много торговых компаний-посредников, которые сами только собирают узлы из купленных компонентов. Настоящее производство, где варят рамы, отливают ролики и собирают приводные станции, часто глубже.
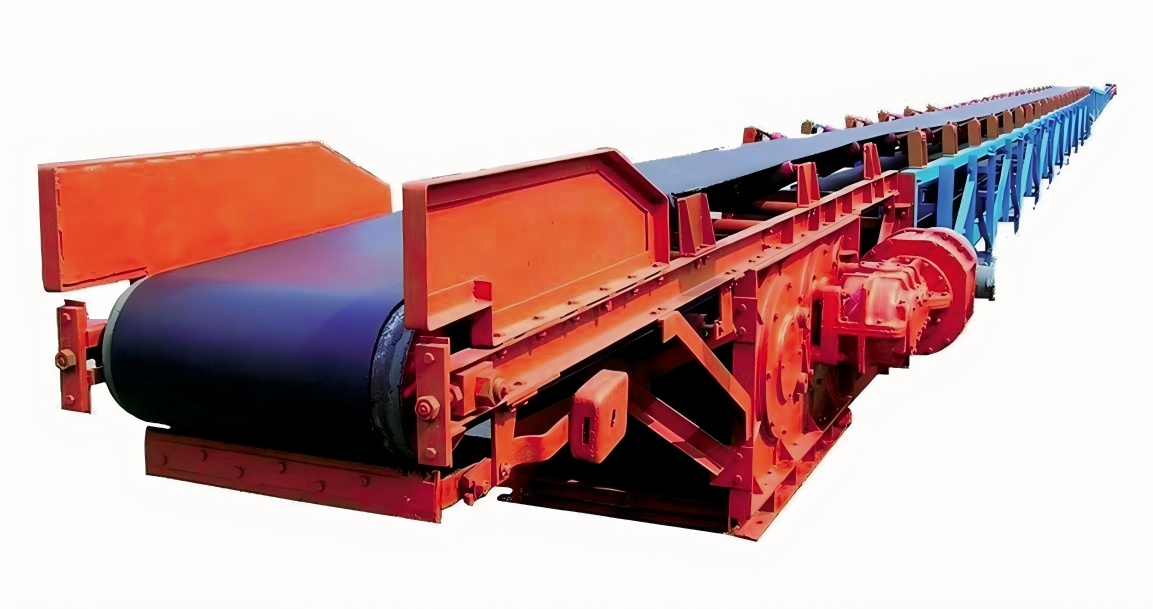
Возьмем, к примеру, провинцию Хэнань, город Чжэнчжоу и его окрестности. Там исторически сложился мощный кластер тяжелого машиностроения. Если вам нужен ленточный конвейер для руды, который будет работать в -30°C или +45°C, с уклоном, с большой единичной мощностью — вам сюда. Заводы здесь заточены под ?тяжеловесов?. Но есть нюанс: их слабое место — финальная покраска и антикоррозийная обработка. Часто экономят на подготовке поверхности, и через год-два в агрессивной среде появляются очаги ржавчины. Приходится сразу закладывать в контракт дополнительные условия по обработке или планировать свою.
А вот для более точных, модульных, ?чистых? линий — скажем, для фармацевтики или легкой промышленности — совсем другой фокус. Район Чанчжоу в Цзянсу или некоторые зоны в Дунгуане (Гуандун). Там работают с нержавейкой, алюминиевыми профилями, там выше культура чистоты цеха. Но и цена за метр конвейера будет другой. Однажды мы заказали в Хэнане конвейер для пищевого производства — вроде бы сделали из нержавеющей стали AISI304, но сварные швы были грубоваты, заусенцы остались. Пришлось локально дорабатывать, что свело на нет выгоду от низкой начальной цены.
Специализация vs. Универсальность: Поиск своего завода
Здесь кроется главная развилка. Крупные универсальные заводы, которые делают всё — от роликов до систем автоматизации — выглядят солидно. У них красивые каталоги, презентабельные офисы. Но по моему горькому опыту, на таких гигантах твой заказ на 500 метров конвейера — просто одна из сотен мелких задач в очереди. Приоритет всегда у крупных государственных проектов. Сроки могут сдвигаться, а на доработки по мелочам реагируют медленно.
Гораздо эффективнее часто работают средние, даже относительно небольшие предприятия с четкой специализацией. Например, завод, который 15 лет делает только роликоопоры и барабаны. У них станки настроены идеально, технология отточена. Они — субпоставщик для многих сборочных заводов. И если вам нужна надежная, долговечная роликоопора для шахтного конвейера, ищите именно таких ?узких? специалистов. Их сложнее найти, они не всегда блещут английским (а уж русским и подавно), но качество и цена будут оптимальными.
Как их искать? Через отраслевые выставки в Китае, например, China Coal & Mining Expo. Там нет гламура, зато стоят реальные инженеры, которые могут на пальцах объяснить, почему их подшипниковый узел лучше. Или через проверенные отраслевые связи. Вот, к примеру, ООО Датун Тунхуа Горных Машин Производство (сайт tonhwatec.ru). Компания основана в 1998 году, и это важный маркер. Пережила несколько отраслевых спадов — значит, устояла. Такие предприятия, особенно в нише горного оборудования, обычно имеют глубокую экспертизу именно в тяжелых условиях эксплуатации. Их сайт — это не просто витрина, там часто видна конкретика: схемы, типоразмеры, акцент на прочностных расчетах. Это признак того, что они работают с инженерами, а не только с закупщиками.
?Подводные камни? технических переговоров
Допустим, завод нашли. Самое интересное начинается на этапе обсуждения техзадания. Здесь нельзя быть абстрактным. Фраза ?нужен прочный конвейер? ничего не значит. Нужно говорить на языке спецификаций: DIN, ISO, ГОСТ (если проект для СНГ), или давать свои четкие ТУ.
Ключевой момент — электрика и автоматика. Многие механические заводы делают отличные каркасы, но слабо разбираются в современных системах управления (частотные приводы, датчики, ПЛК). Они часто сотрудничают с локальными партнерами по электрике. И здесь может возникнуть разрыв. Один наш проект встал на месяц из-за того, что частотный привод, который поставил субподрядчик завода, ?не дружил? с нашими датчиками уровня. Пришлось лететь и на месте разбираться со схемой подключения. Теперь всегда отдельным пунктом прописываем стандарты на интерфейсы и протоколы обмена.
Еще один нюанс — качество стали. Китай производит стали много, но сорта разные. Если в ТЗ просто написать ?сталь Q235?, получите самый дешевый вариант. Для ответственных узлов нужно указывать конкретного производителя металла (например, Baosteel) или требовать сертификаты на каждую партию. Это добавляет 7-10% к стоимости, но спасает от внезапной хрупкости или несоответствия толщины.
Контроль качества: Не доверяй, а проверяй
Никакие видеоконференции не заменят присутствия своего человека или надежного инспектора на ключевых этапах. Я выделяю три обязательные точки контроля: 1) Проверка входящего металлопроката (геометрия, маркировка). 2) Контроль сварных швов на основных несущих рамах (визуально и, если нужно, УЗК). 3) Тестовый прогон собранной секции на заводском стенде.
Помню случай, когда мы пропустили этап проверки поковок для зубчатых колес большого приводного барабана. Вроде бы все по чертежам. Привезли, смонтировали — при нагрузке появилась вибрация. Вскрыли — обнаружили внутреннюю раковину в материале зуба. Завод, конечно, заменил, но простой линии стоил огромных денег. С тех пор для критичных деталей всегда заказываем неразрушающий контроль.
Хороший признак, когда завод сам предлагает такие этапы контроля и присылает подробные фото- и видеоотчеты по каждому. Это говорит о системном подходе. Те же, кто отнекивается и говорит ?не волнуйтесь, всё будет хорошо?, — вызывают наибольшие подозрения.
Логистика и постпродажка: Что происходит после отгрузки
Предположим, оборудование изготовлено и прошло приемку. Дальше — битва с логистикой. Конвейеры — это негабарит. Забыть об этом — значит получить многомесячную задержку в порту. Лучшие заводы имеют собственный логистический отдел, который помогает с оформлением документов, подбором типа контейнера (open top, flat rack) или организует негабаритную перевозку. Они знают нюансы погрузки в своих портах (часто это Тяньцзинь, Циндао или Шанхай для тяжелого оборудования).
Но главный тест на ?лучшесть? — постпродажное обслуживание. Как завод реагирует на проблему, обнаруженную через полгода эксплуатации? Универсалы часто сбрасывают на местных дистрибьюторов. Специализированные же заводы, особенно в нишевом сегменте вроде горного дела, дорожат репутацией. Они могут оперативно выслать инженера или, что чаще, детально проконсультировать по видео, отправить чертеж узла и выслать нужную деталь курьерской службой. Наличие на сайте ООО Датун Тунхуа раздела с технической документацией и контактами для поддержки — как раз такой косвенный положительный сигнал.
В итоге, возвращаясь к изначальному вопросу. Лучшие заводы конвейерного оборудования в Китае — не те, что самые большие или самые раскрученные. Это те, чья специализация идеально совпадает с вашей задачей: для шахты, для цементного завода, для сортировочного центра. Это те, где с тобой на связи не менеджер по продажам, а ведущий инженер проекта. Их нужно вычислить по косвенным признакам: глубине истории, содержанию сайта, готовности обсуждать детали, а не только цену, и по отзывам в профессиональной среде, а не на Alibaba. Поиск такого партнера — работа непростая, но когда находишь, сотрудничество может длиться десятилетиями.





-


-


-



WeChat
