
Китайские производители ленточных конвейеров?
2026-01-14
Вопрос, который на первый взгляд кажется простым, но на практике разбивается о десятки нюансов — от выбора стали для роликов до логистики готового агрегата на карьер в Сибири. Многие сразу думают о цене и длине, но настоящая игра начинается в деталях, которые не видны на фотографии в каталоге.
Ожидание vs. Реальность: не только дешево и сердито
Раньше, лет десять назад, стереотип был железным: китайский конвейер — это риск. Сварка, подшипники, резина конвейерной ленты — всё вызывало вопросы. Сейчас картина иная, но неоднородная. Основной водораздел проходит не между Китаем и Европой, а между производителями, которые работают на экспорт с пониманием стандартов (пусть и не всегда ISO), и теми, кто штампует железо для внутреннего рынка. Первые давно научились делать каркасы из качественной стали, использовать, к примеру, подшипники SKF или NSK даже в базовых комплектациях, если это прописано в контракте. Вторые… с ними можно столкнуться, если искать исключительно по минимальной цене за погонный метр. У меня был опыт, когда заказчик настоял на самом дешёвом варианте. Конвейер пришёл, и проблема была даже не в двигателе, а в конструкции узла натяжения — его просто нельзя было нормально обслуживать без полной разборки. Пришлось переделывать на месте, что свело всю экономию на нет.
Ключевое изменение — появление компаний, которые не просто продают оборудование, а имеют инженеров, способных прочитать ваш ТЗ и задать уточняющие вопросы по нагрузке, среде, углам. Это сразу отсекает 70% проблем. Я сейчас, скорее, смотрю не на страну происхождения, а на историю конкретного завода и его портфолио проектов за пределами Китая. Если есть реализованные объекты в Казахстане, на Урале, в тех же условиях, что и у меня, — это серьёзный аргумент.
Ещё один момент — материалы. Качество резинотросовой ленты (конвейерной ленты) у топовых китайских фабрик (например, Qingdao Rubber Six) сейчас очень достойное. Но здесь важно не попасть в ловушку: сам производитель конвейера редко делает ленты. Он их закупает. И нужно чётко прописывать в спецификации марку и завод-изготовитель ленты, иначе могут поставить что-то посредственное от неизвестного субпоставщика, сэкономив копейки, но создав головную боль на годы.
Где искать и как выбирать: от сайта до цеха
Поиск в Google по запросу китайские производители ленточных конвейеров выдаст сотни ссылок. Первые страницы часто заняты крупными торговыми платформами типа Alibaba. Это как лотерея: можно найти и прямого производителя, и десяток посредников. Мой метод — игнорировать тех, у кого в каталоге всё подряд: от конвейеров до кофемолок. Ищу узкоспециализированные сайты. Вот, к примеру, недавно рассматривал для одного проекта компанию ООО Датун Тунхуа Горных Машин Производство. Их сайт tonhwatec.ru сразу показывает специализацию на горном оборудовании, а не на всём подряд. В их случае, судя по описанию, работают с 1998 года — это хороший срок, чтобы набить шишек и отработать технологии. Такие компании, основанные в конце 90-х, часто имеют корни в государственных предприятиях, откуда вышла плеяда опытных инженеров.
Но сайт — это только витрина. Следующий шаг — запрос инженерной документации на типовые модели. Не красочного PDF, а чертежей общего вида, спецификаций на приводные станции, данные по расчёту мощности. Если в ответ присылают это быстро и подробно — уже плюс. Затем — обязательный видео-звонок не с менеджером по продажам, а с главным инженером или технологом. Просишь показать цех в реальном времени, не заранее записанное видео. Смотришь на организацию сварочных работ, на то, как складируются готовые роликоопоры. Хаос в цехе почти всегда означает хаос и в документации на оборудование.
Обязательно спрашиваю про тестовые испытания. Хороший признак — если завод проводит предварительную обкатку приводной станции под нагрузкой перед отгрузкой и предоставляет видео или протокол. Это добавляет уверенности.
Подводные камни логистики и последней мили
Допустим, конвейер выбран, контракт подписан. Самое интересное начинается сейчас. Incoterms — основа основ. Если работает по EXW (заводские ворота), то вся логистика, таможня, сертификация (техрегламенты ТР ТС/ЕАЭС на оборудование) — на тебе. Для многих это неожиданный сюрприз и огромный пласт работы и затрат. Я всегда настаиваю на CFR или CIF в порт назначения (например, Владивосток или Санкт-Петербург), чтобы китайская сторона хотя бы организовала морскую перевозку. Они делают это массово и дешевле.
Но главный камень преткновения — монтаж и пусконаладка. Китайские инженеры, как правило, готовы приехать, но это дорого и требует времени на визы. Часто выгоднее и проще нанять местную, российскую бригаду, которая уже имела дело с подобным оборудованием. А вот здесь критически важна качественная документация! Перевод паспортов и мануалов должен быть сделан не через Google Translate, а техническим переводчиком. У нас был курьёзный случай: в инструкции по монтажу редуктора было написано затянуть болты до чувства упругости. Монтажники-то наши народ с юмором… В итоге перетянули. Пришлось заказывать новые прокладки и делать заново.
Ещё один нюанс — запасные части. Заранее нужно согласовать и закупить критически важный запас: специфические подшипники, барабаны, элементы приводной станции. Потому что ждать доставку одной шестерни из Китая 2-3 месяца при простое конвейера — это разорительно. Лучше включить этот комплект в первоначальный контракт.
Кейс: стационарный ленточный конвейер для щебня
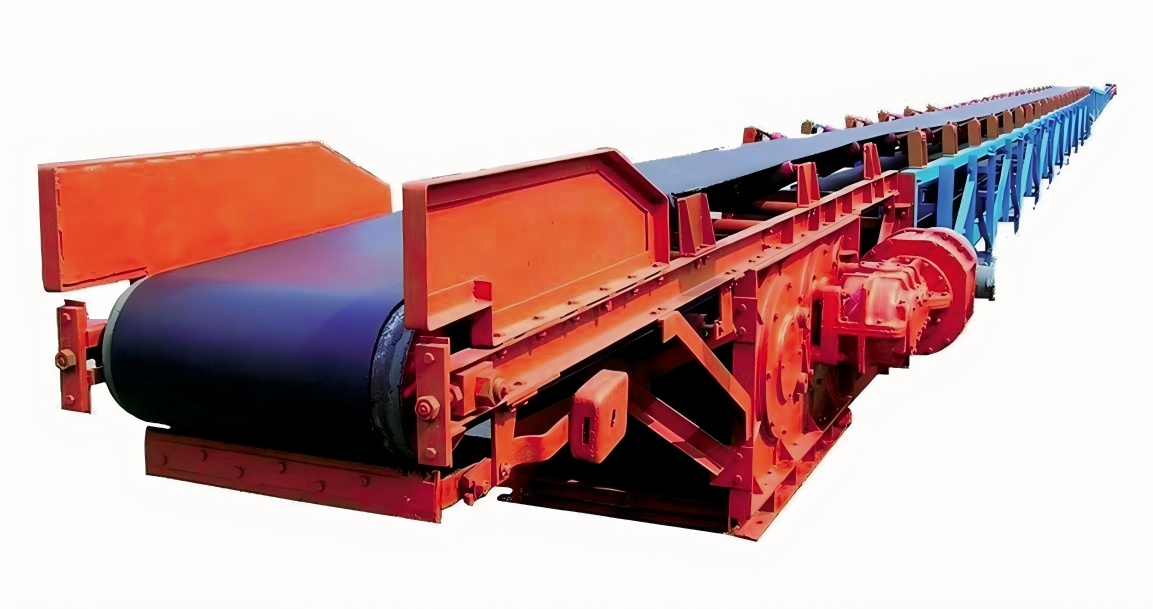
Приведу пример из практики. Нужен был стационарный ленточный конвейер длиной 85 метров, ширина ленты 800 мм, для транспортировки щебня с углом наклона 18 градусов. Работа в Карелии, условия — повышенная влажность, отрицательные температуры. Обратились к нескольким поставщикам, включая упомянутое ООО Датун Тунхуа. Их предложение было не самым дешёвым, но в расчётах они сразу учли поправочный коэффициент на низкую температуру для подбора резины ленты и предложили оцинкованные роликоопоры для защиты от коррозии. Конкуренты же изначально давали стандартную комплектацию, и эти вопросы всплывали только после наших уточнений.
В итоге выбрали их. Самый сложный момент возник не с техникой, а с документами для таможенного оформления — несоответствие кодов ТН ВЭД в их инвойсах и наших ожиданиях. Пришлось потратить неделю на согласование. Оборудование пришло хорошо упакованным, модульным — секциями по 6 метров. Сборка прошла без major сюрпризов. Из заметных минусов — инструкция по обкатке была слишком общей, пришлось разрабатывать график нагрузок самостоятельно, опираясь на опыт. Но работает агрегат уже третий год, замена были только штатные — ролики, чистящие ножи для ленты.
Что я вынес из этого проекта? Что диалог с инженером на стороне поставщика важнее, чем красивый рендер на сайте. И что нужно заранее, до оплаты, проговорить все этапы: от чертежей и выбора материалов ленты до условий гарантии и поставки запчастей. Это экономит нервы и деньги.
Взгляд в будущее: тенденции и личные выводы
Сейчас вижу тренд на умные конвейеры даже из Китая — с базовой системой мониторинга: датчики пробуксовки, разрыва ленты, контроля температуры подшипников. Это перестало быть экзотикой и предлагается за разумные деньги. Другой тренд — модульность и унификация. Всё чаще предлагают не гигантские цельные конструкции, а конструктор из стандартных секций, который можно наращивать или менять конфигурацию. Это удобно.
Мой главный вывод за годы работы: рынок китайских ленточных конвейеров созрел для серьёзных проектов, но требует не покупки кота в мешке, а активного, въедливого управления заказчиком на всех этапах. Нельзя просто отправить запрос и ждать готовое решение. Нужно вникать, спрашивать, сомневаться и проверять. Цена по-прежнему остается весомым преимуществом, но теперь к ней можно, при правильном подходе, получить вполне предсказуемое и надежное качество. И да, всегда, в любой спецификации, пиши подшипники — бренд X или эквивалент, согласованный с заказчиком. Это страхует от неприятных сюрпризов с ноунейм комплектующими. Работа с Китаем — это не про купил и забыл. Это про партнёрство, где твоя техническая грамотность так же важна, как и их производственные мощности.





-


-


-



WeChat
